Page Text
a
The
Pegasser!
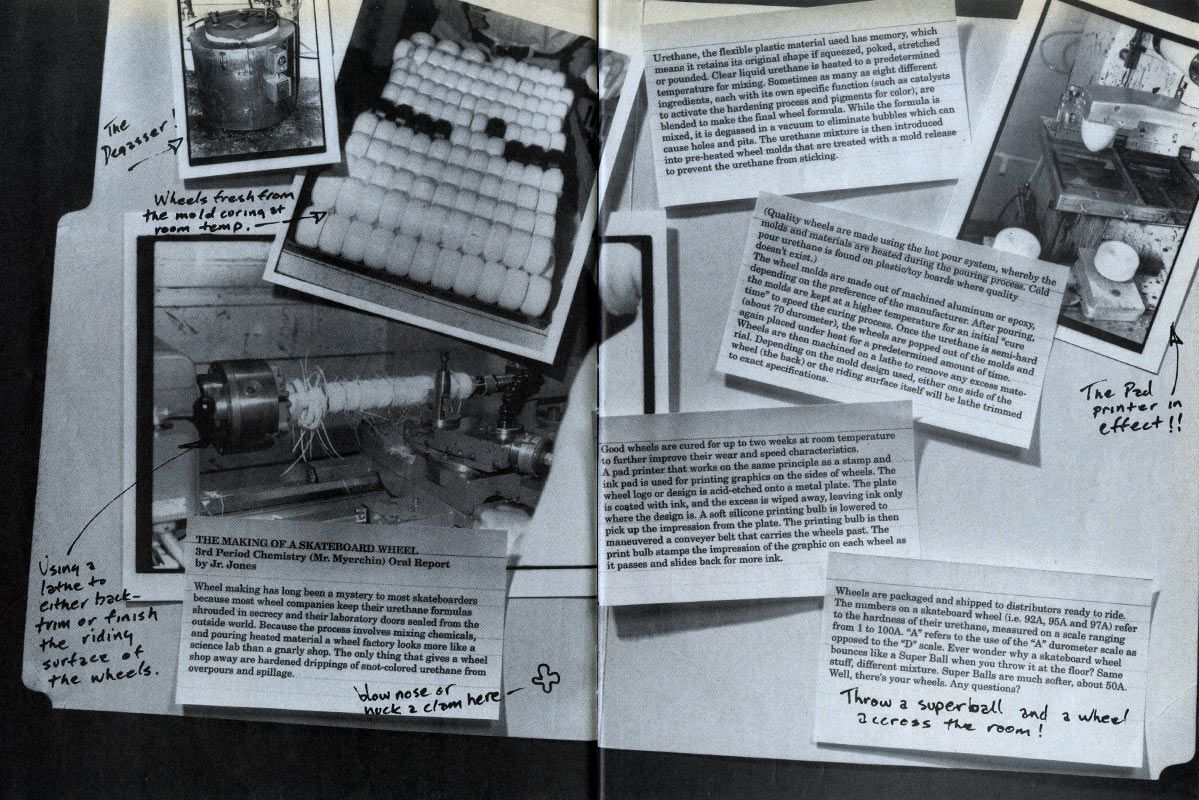
Using
lathe to
either hack
Wheels fresh from
the mold coring st
room temp.
trim or finish
the riding
surface of
the wheels.
THE MAKING OF A SKATEBOARD WHEEL
3rd Period Chemistry (Mr. Myerchin) Oral Report
by Jr. Jones
Wheel making has long been a mystery to most skateboarders
because most wheel companies keep their urethane formulas
shrouded in secrecy and their laboratory doors sealed from the
outside world. Because the process involves mixing chemicals,
and pouring heated material a wheel factory looks more like a
science lab than a gnarly shop. The only thing that gives a wheel
shop away are hardened drippings of snot-colored urethane from
overpours and spillage.
dow nose or
huck 2 clam here
+
Urethane, the flexible plastic material used has memory, which
means it retains its original shape if squeezed, poked, stretched
or pounded. Clear liquid urethane is heated to a predetermined
temperature for mixing. Sometimes as many as eight different
ingredients, each with its own specific function (such as catalysts
to activate the hardening process and pigments for color), are
blended to make the final wheel formula. While the formula is
mixed, it is degassed in a vacuum to eliminate bubbles which can
cause holes and pits. The urethane mixture is then introduced
into pre-heated wheel molds that are treated with a mold release
to prevent the urethane from sticking.
(Quality wheels are made using the hot pour system, whereby the
molds and materials are heated during the pouring process. Cold
pour urethane is found on plastic/toy boards where quality
doesn't exist.)
The wheel molds are made out of machined aluminum or epoxy,
depending on the preference of the manufacturer. After pouring,
the molds are kept at a higher temperature for an initial "cure
time" to speed the curing process. Once the urethane is semi-hard
(about 70 durometer), the wheels are popped out of the molds and
again placed under heat for a predetermined amount of time.
Wheels are then machined on a lathe to remove any excess mate-
rial. Depending on the mold design used, either one side of the
wheel (the back) or the riding surface itself will be lathe trimmed
to exact specifications.
Good wheels are cured for up to two weeks at room temperature
to further improve their wear and speed characteristics.
A pad printer that works on the same principle as a stamp and
ink pad is used for printing graphics on the sides of wheels. The
wheel logo or design is acid-etched onto a metal plate. The plate
is coated with ink, and the excess is wiped away, leaving ink only
where the design is. A soft silicone printing bulb is lowered to
pick up the impression from the plate. The printing bulb is then
maneuvered a conveyer belt that carries the wheels past. The
print bulb stamps the impression of the graphic on each wheel as
it passes and slides back for more ink.
The Padd
Printer in
effect!!
Wheels are packaged and shipped to distributors ready to ride.
The numbers on a skateboard wheel (i.e. 92A, 95A and 97A) refer
to the hardness of their urethane, measured on a scale ranging
from 1 to 100A. "A" refers to the use of the "A" durometer scale as
opposed to the "D" scale. Ever wonder why a skateboard wheel
bounces like a Super Ball when you throw it at the floor? Same
stuff, different mixture. Super Balls are much softer, about 50A.
Well, there's your wheels. Any questions?
Throw a superball and a wheel
accross the room!