Page Text
اهما
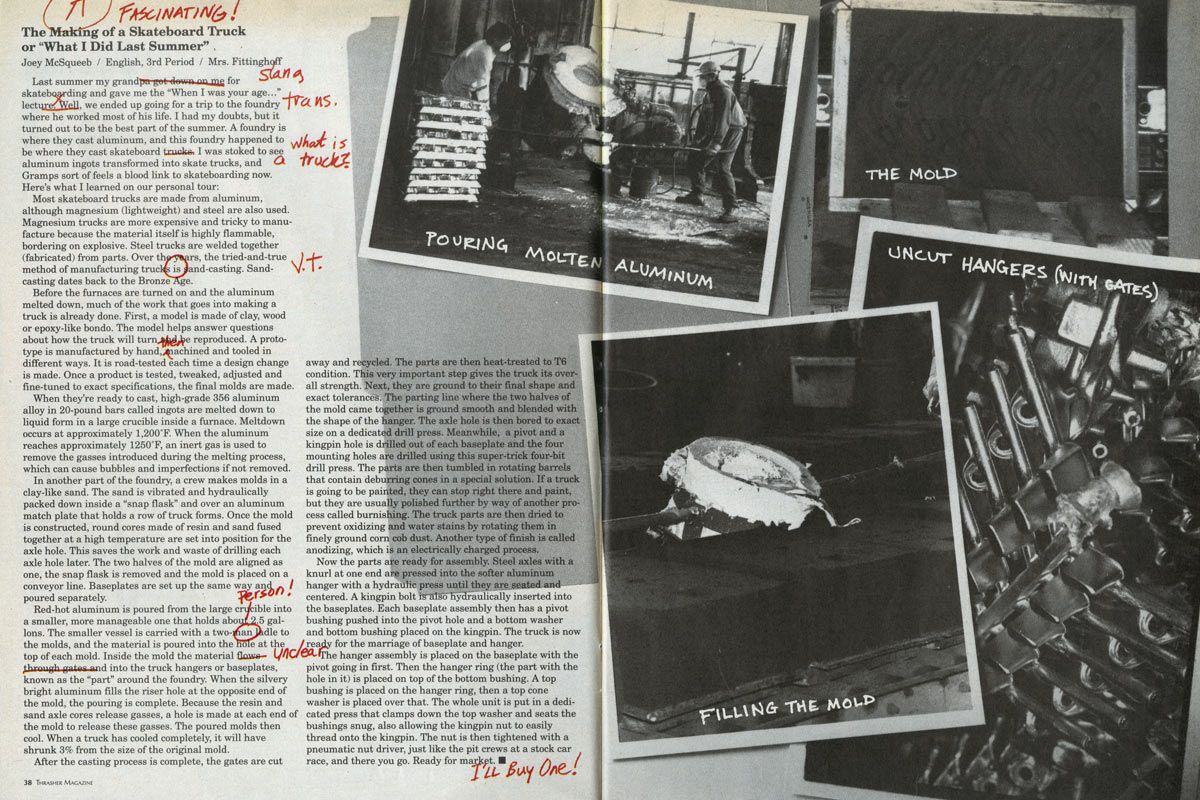
THE MOLD
FASCINATING!
The Making of a Skateboard Truck
or "What I Did Last Summer".
Joey McSqueeb / English, 3rd Period / Mrs. Fittinghoff
Last summer my grandpa got down on me for Slang
skateboarding and gave me the "When I was your age..."
lecture. Well, we ended up going for a trip to the foundry trans.
where he worked most of his life. I had my doubts, but it
turned out to be the best part of the summer. A foundry is
truck
where they cast aluminum, and this foundry happened to what is
be where they cast skateboard trucke, I was stoked to see
aluminum ingots transformed into skate trucks, and a
Gramps sort of feels a blood link to skateboarding now.
Here's what I learned on our personal tour:
Most skateboard trucks are made from aluminum,
although magnesium (lightweight) and steel are also used.
Magnesium trucks are more expensive and tricky to manu-
facture because the material itself is highly flammable,
bordering on explosive. Steel trucks are welded together
(fabricated) from parts. Over the pairs, the tried and true ..
method of manufacturing trucks is and-casting. Sand-
casting dates back to the Bronze Age.
Before the furnaces are turned on and the aluminum
melted down, much of the work that goes into making a
truck is already done. First, a model is made of clay, wood
or epoxy-like bondo. The model helps answer questions
about how the truck will turn be reproduced. A proto-
type is manufactured by hand, machined and tooled in
different ways. It is road-tested each time a design change
is made. Once a product is tested, tweaked, adjusted and
fine-tuned to exact specifications, the final molds are made.
When they're ready to cast, high-grade 356 aluminum
alloy in 20-pound bars called ingots are melted down to
liquid form in a large crucible inside a furnace. Meltdown.
occurs at approximately 1,200°F. When the aluminum
reaches approximately 1250°F, an inert gas is used to
remove the gasses introduced during the melting process,
which can cause bubbles and imperfections if not removed.
In another part of the foundry, a crew makes molds in a
clay-like sand. The sand is vibrated and hydraulically
packed down inside a "snap flask" and over an aluminum
match plate that holds a row of truck forms. Once the mold
is constructed, round cores made of resin and sand fused
together at a high temperature are set into position for the
axle hole. This saves the work and waste of drilling each
axle hole later. The two halves of the mold are aligned as
one, the snap flask is removed and the mold is placed on a
conveyor line. Baseplates are set up the same way and
poured separately.
Person!
Red-hot aluminum is poured from the large crucible into
a smaller, more manageable one that holds about 2.5 gal-
lons. The smaller vessel is carried with a two-man ladle to
the molds, and the material is poured into the hole at the
POURING
MOLTEN ALUMINUM
away and recycled. The parts are then heat-treated to T6
condition. This very important step gives the truck its over-
all strength. Next, they are ground to their final shape and
exact tolerances. The parting line where the two halves of
the mold came together is ground smooth and blended with
the shape of the hanger. The axle hole is then bored to exact
size on a dedicated drill press. Meanwhile, a pivot and a
kingpin hole is drilled out of each baseplate and the four
mounting holes are drilled using this super-trick four-bit
drill press. The parts are then tumbled in rotating barrels
that contain deburring cones in a special solution. If a truck
is going to be painted, they can stop right there and paint,
but they are usually polished further by way of another pro-
cess called burnishing. The truck parts are then dried to
prevent oxidizing and water stains by rotating them in
finely ground corn cob dust. Another type of finish is called
anodizing, which is an electrically charged process.
Now the parts are ready for assembly. Steel axles with a
knurl at one end are pressed into the softer aluminum
hanger with a hydraulic press until they are seated and
centered. A kingpin bolt is also hydraulically inserted into
the baseplates. Each baseplate assembly then has a pivot
bushing pushed into the pivot hole and a bottom washer
and bottom bushing placed on the kingpin. The truck is now
ready for the marriage of baseplate and hanger.
top of each mold. Inside the mold the material flowe- unclea The hanger assembly is placed on the baseplate with the
through gates and into the truck hangers or baseplates,
known as the "part" around the foundry. When the silvery
bright aluminum fills the riser hole at the opposite end of
the mold, the pouring is complete. Because the resin and
sand axle cores release gasses, a hole is made at each end of
the mold to release these gasses. The poured molds then
cool. When a truck has cooled completely, it will have
shrunk 3% from the size of the original mold.
After the casting process is complete, the gates are cut
38 THRASHER MAGAZINE
pivot going in first. Then the hanger ring (the part with the
hole in it) is placed on top of the bottom bushing. A top
bushing is placed on the hanger ring, then a top cone
washer is placed over that. The whole unit is put in a dedi-
cated press that clamps down the top washer and seats the
bushings snug, also allowing the kingpin nut to easily
thread onto the kingpin. The nut is then tightened with a
pneumatic nut driver, just like the pit crews at a stock car
race, and there you go. Ready for market.
I'LL Buy One!
UNCUT HANGERS (WITH GATES)
FILLING THE MOLD